Wir brennen fürs schneiden
Wussten Sie, dass Stahl verbrennen kann?
Beim Autogenbrennschneiden wird der Werkstoff durch die Heizflamme auf Zündtemperatur erwärmt und dann im Schneidsauerstoffstrahl verbrannt.
Wird der Brenner relativ zum Werkstück bewegt, bildet sich die Schnittfuge. Der Schneidsauerstoff (Reinheit mindestens 99.5 %) reagiert mit dem erwärmten Werkstoff nur, wenn die Zündtemperatur des Werkstoffes unterhalb der Schmelztemperatur liegt. Die Höhe der Zündtemperatur ist im Wesentlichen abhängig von den Legierungs bestandteilen des Werkstoffes.
Allgemeine Baustähle mit einem Kohlenstoffgehalt bis circa 0.3 % sind gut brennschneidbar.
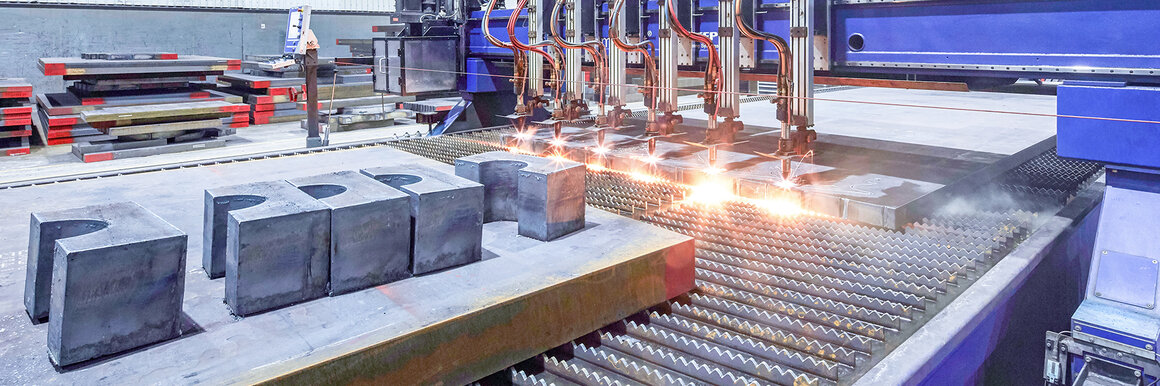

Plasmaschneiden mit 30 000 °C
Das Plasmaschneidsystem besteht aus Inverter, Brennerkopf, Massekabel, Stromzuleitung und Druckluftzuleitung. Ein Plasmaschneider erzeugt einen Lichtbogen zwischen einer Hafnium elek trode und dem Werkstück.
Plasma ist ein elektrisch leitfähiges Gas mit einer Temperatur von etwa 30 000 °C. Der Lichtbogen wird in der Regel mit einer Hochfrequenzzündung gezündet und am Austritt durch eine isolierte, meist wassergekühlte Kupferdüse eingeschnürt.
Durch die hohe Energiedichte des Lichtbogens schmilzt das Metall und wird durch einen Gasstrahl weg ge blasen – die Schnittfuge entsteht. Zum Ausblasen wird Druck luft verwendet. Für eine bessere Schnitt fuge werden auch Schutzgasgemische eingesetzt, die eine Oxidation verhindern oder abschwächen. Charakteristisch für Plasmaschneidfugen ist eine leichte Abrundung der Kante an der Eintrittsstelle.

Möchten Sie mehr zum Thema Brennschneiden erfahren?
Unser Fachspezialist Daniel Wenk und sein kompetentes Team helfen Ihnen gerne weiter.
Möchten Sie sich detaillierter Informieren?
Im Folder Brennschneiden haben erfahren Sie mehr über Möglichkeiten, Toleranzen, Gewindebohrungen, etc.